Machine Vision : définition, fonctionnement et applications logistiques
Dans la Supply Chain moderne, la précision et la réactivité sont devenues essentielles. La Machine Vision (ou vision industrielle) s’impose aujourd’hui comme une technologie clé pour automatiser l’inspection, le tri et le contrôle qualité des flux logistiques. En combinant capteurs, caméras et logiciels d’analyse, elle permet d’atteindre un niveau de fiabilité et de performance très recherché dans la détection et la gestion des produits en mouvement.
Sommaire
Qu’est-ce que la Machine Vision ?
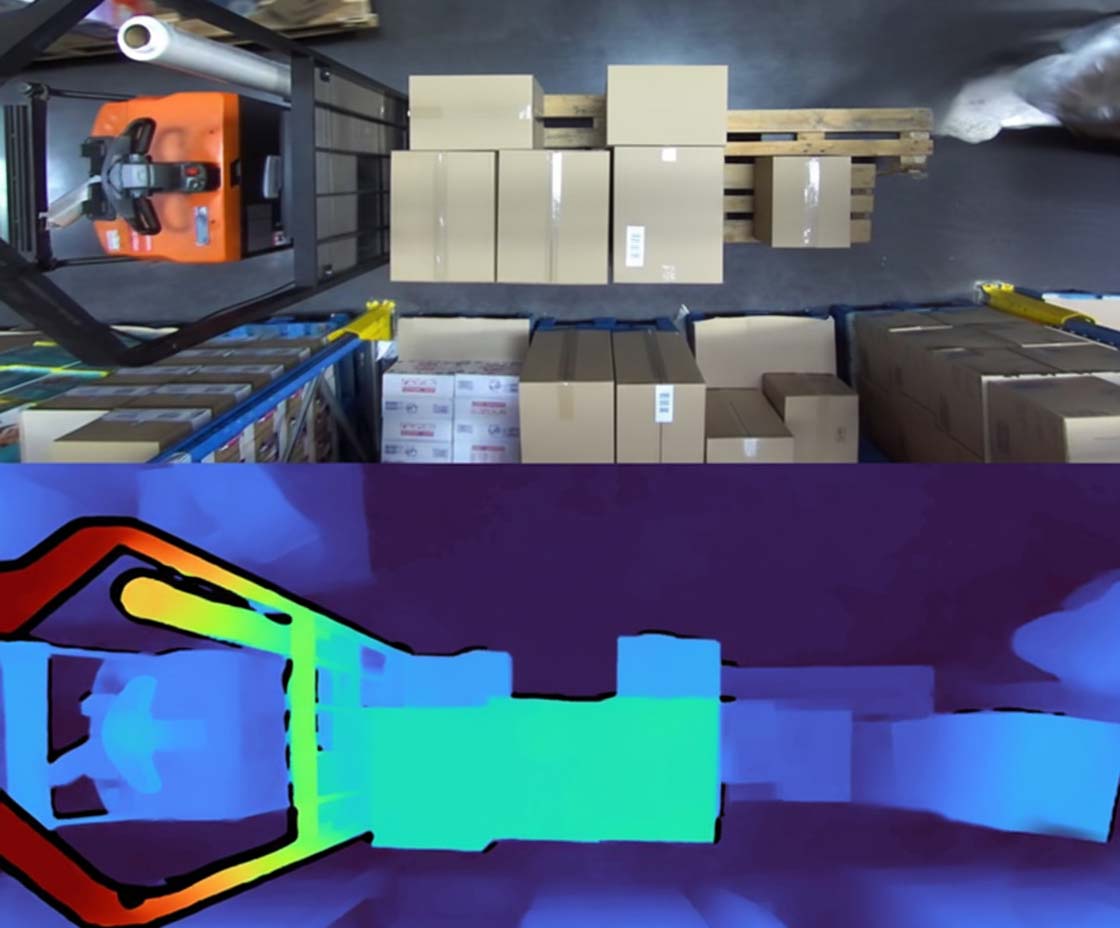
La Machine Vision est une technologie qui capture et interprète des images issues de caméras industrielles afin de contrôler, mesurer ou identifier des objets. Couplée à des algorithmes de traitement d’image, elle permet de détecter les défauts, compter les produits, mesurer leurs dimensions ou encore guider des robots sur une ligne de production.
Contrairement à la vision humaine, elle agit à très haute vitesse et avec une précision constante, même dans des environnements contraignants.
Comment fonctionne la Machine Vision ?
Un système de Machine Vision repose sur quatre éléments principaux :
- Des caméras intelligentes qui capturent les images en continu.
- Des capteurs qui détectent les codes-barres, formes ou volumes.
- Un logiciel de traitement qui analyse les images et interprète les résultats.
- Un système de décision qui déclenche une action : alerte, arrêt, validation ou correction.
Ainsi, lorsqu’un produit est scanné ou passe sous caméra, l’image est immédiatement analysée pour déterminer s’il est conforme, complet ou correctement positionné. Ce traitement instantané permet d’automatiser des tâches répétitives tout en réduisant les erreurs humaines.
Les avantages concrets de la Machine Vision
L’intégration d’une solution de vision industrielle dans un entrepôt ou une usine offre de nombreux bénéfices :
- Amélioration de la qualité de production grâce à un contrôle automatique et objectif.
- Réduction du gaspillage en éliminant les produits non conformes dès la source.
- Gain de productivité : les opérations de vérification deviennent continues et non-intrusives.
- Sécurisation des flux logistiques grâce à une traçabilité visuelle complète.
- Adaptabilité : la technologie s’intègre facilement à des lignes existantes ou à des systèmes automatisés (robots, convoyeurs, AGV…).
Cas d’usages concrets dans la Supply Chain
Les applications de la Machine Vision sont multiples dans le domaine logistique :
- Comptage de colis sur palette : contrôle automatique des quantités préparées.
- Surveillance des quais : suivi en temps réel des chargements et déchargements.
- Dimensionnement des colis : mesure automatique des volumes pour la gestion des espaces de stockage et des coûts de transport.
- Détection de zones vides/pleines : supervision intelligente pour éviter les ruptures de flux.
Les enjeux pour la logistique moderne
En logistique, la Machine Vision contribue directement à la performance opérationnelle :
- Meilleure traçabilité des opérations.
- Réduction des litiges clients grâce à des preuves visuelles.
- Diminution des erreurs de picking et de chargement.
- Optimisation des ressources humaines et matérielles.
Grâce à l’analyse d’images et à la remontée automatique de données, la vision industrielle devient un véritable levier de pilotage pour les sites logistiques connectés.
Intégrer la Machine Vision à vos systèmes Supply Chain
L’un des atouts majeurs de cette technologie réside dans sa compatibilité avec les logiciels métiers existants.
Grâce à des API et connecteurs standard, la vision industrielle peut s’intégrer directement dans vos environnements WMS, ERP ou MES, sans rupture de flux.
Elle devient ainsi un maillon clé de l’automatisation globale de la chaîne logistique, en apportant visibilité et contrôle en temps réel.
La Machine Vision au cœur d’ALTAIIR
Le module Machine Vision de la suite logicielle ALTAIIR de WIIO illustre parfaitement la puissance de cette technologie appliquée à la logistique.
Intégré au cœur des entrepôts et combinée à l’analyse vidéo et à la traçabilité intégrée d’ALTAIIR, la Machine Vision devient un outil décisionnel complet, au service de la performance, de la fiabilité et de la qualité opérationnelle.
FAQ
Quels types de défauts ou d’anomalies peut détecter un système de Machine Vision ?
Un système de vision industrielle peut identifier des défauts dimensionnels, des erreurs d’étiquetage, des colis manquants, des surfaces endommagées ou des produits mal orientés. Il est aussi capable de vérifier la conformité d’un emballage ou d’un code-barres, améliorant le contrôle qualité en temps réel.
Comment la Machine Vision s’intègre-t-elle dans un WMS ou un ERP ?
Grâce à des API ouvertes et des connecteurs standard, les données issues de la vision industrielle peuvent être reliées directement aux systèmes de gestion d’entrepôt (WMS) ou de production (ERP). Cela permet de synchroniser automatiquement les résultats d’inspection avec les flux logistiques et la traçabilité produit.
Quels sont les prérequis techniques pour déployer la Machine Vision ?
L’installation d’une solution de vision industrielle nécessite une bonne infrastructure réseau, des caméras industrielles adaptées à l’environnement (poussière, luminosité, vitesse), et un serveur ou cloud pour le traitement d’image.
La Machine Vision peut-elle être utilisée dans des environnements extérieurs ?
Oui, les systèmes de vision industrielle durcis peuvent fonctionner dans des conditions variables : luminosité changeante, températures extrêmes ou zones poussiéreuses.
Quelle est la différence entre Machine Vision et Computer Vision ?
La Computer Vision couvre toutes les applications d’analyse d’images par ordinateur (santé, sécurité, véhicules autonomes). La Machine Vision, elle, se concentre sur les environnements industriels, avec des objectifs de productivité, de contrôle qualité et d’automatisation des processus logistiques.